Multi Jet Fusion (MJF) technology |
|
As with any manufacturing process, a number of issues can impact the performance of a particular design. In many ways, designing parts for Multi Jet Fusion is very similar to designing parts for Laser Sintering (SLS), with a few key differences:
● FINE FEATURE RESOLUTION: Multi Jet Fusion parts have a fine feature resolution of 0.02”. Smaller features will print, but they may not be fully dense and may not deliver specified material properties.
● MATERIALS: The number of materials available for Multi Jet Fusion is steadily increasing. Material datasheets should be consulted to determine if there are material-specific design considerations that should be incorporated.
● COSMETICS: Because of the black fusing agent utilized in Multi Jet Fusion, all parts of the technology are built in a shade of grey (5200series), off white (500 Series). Like other 3D printing processes, cosmetic finishing is possible in parts built with Multi Jet Fusion (paint, primer, texture matching, smoothing, etc.).
● SURFACE FINISH/TEXTURE: The average surface finish of Multi Jet Fusion parts is 125-250 micro-inches RA finish. Surfaces can be hand sanded or tumbled for a smoother finish. Vapor smoothing is also available for most MJF materials.
● PART SIZE: The part needs to scale parts larger to compensate for in-process material shrinkage and to add a buffer around parts for printing agents. This automatically handled with the build parameters.
● BUILD BED: Build bed size is 15" x 11.2" x 15". Larger parts can usually be sectioned for printing and then bonded.
● PRINT RESOLUTION: 0.003"
● FINE FEATURE RESOLUTION: Multi Jet Fusion parts have a fine feature resolution of 0.02”. Smaller features will print, but they may not be fully dense and may not deliver specified material properties.
● MATERIALS: The number of materials available for Multi Jet Fusion is steadily increasing. Material datasheets should be consulted to determine if there are material-specific design considerations that should be incorporated.
● COSMETICS: Because of the black fusing agent utilized in Multi Jet Fusion, all parts of the technology are built in a shade of grey (5200series), off white (500 Series). Like other 3D printing processes, cosmetic finishing is possible in parts built with Multi Jet Fusion (paint, primer, texture matching, smoothing, etc.).
● SURFACE FINISH/TEXTURE: The average surface finish of Multi Jet Fusion parts is 125-250 micro-inches RA finish. Surfaces can be hand sanded or tumbled for a smoother finish. Vapor smoothing is also available for most MJF materials.
● PART SIZE: The part needs to scale parts larger to compensate for in-process material shrinkage and to add a buffer around parts for printing agents. This automatically handled with the build parameters.
● BUILD BED: Build bed size is 15" x 11.2" x 15". Larger parts can usually be sectioned for printing and then bonded.
● PRINT RESOLUTION: 0.003"
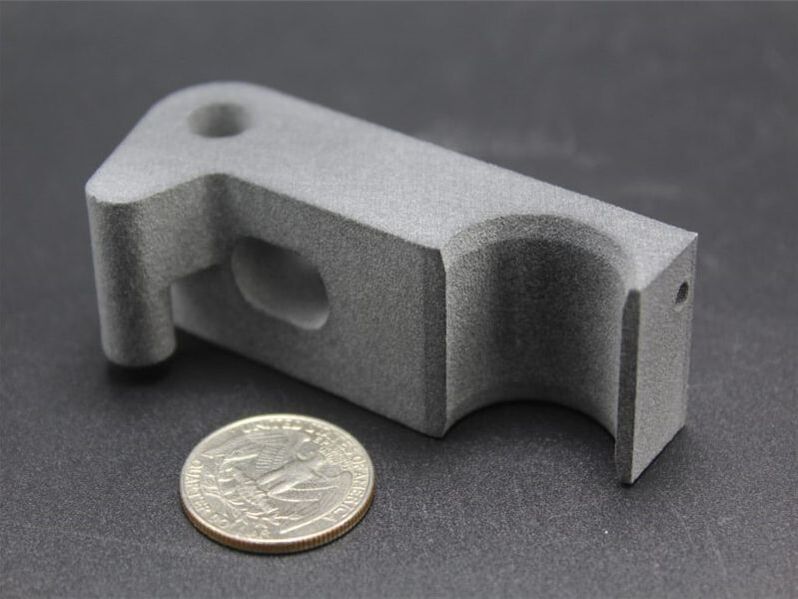
PA-12 Grey Unfinished
|

PA-11 / PA-12 Vapor Smoothed
|

Full Color Nylon
|

Single Color
|

TPU / PP
|
MJF Material OptionsPA-11 Nylon
A fine bioplastic polyamide powder made out of renewable raw materials derived from vegetable oil. PA-11 produces parts with superior thermal resistance and has a lower environmental impact. PA-12 Nylon A fine synthetic powder derived mainly from petroleum sources. We utilize HP's MJF PA12 Polyamide Powder optimized to work best with Multi Jet Fusion printers. PA12 Nylon absorbs very little moisture and has excellent resistance to chemicals.
Polypropylene (PP) Chemical resistant, weldable, low moisture absorbtion, and functional parts. Ultrasint TPU01 Ideal for parts requiring shock absorption, energy return, or flexibility. |
DIMENSIONAL ACCURACY Typical tolerances for PA12 are ± 0.011 inches (0.25 mm) or ± 0.001 inch/inch (0.025 mm/25.4 mm), whichever is greater. Tighter tolerances may be offered on a case-by-case basis. WALL THICKNESS Nylons, like any other plastic material, shrinks as it solidifies. Very thick walls can accumulate heat and cause spot shrinkage in dense areas with an accumulation of material, resulting in geometric deformations. Wall thickness should be between 0.02 to 0.12 in (0.5 to 3.0 mm). In general, the minimum recommended wall thickness is 0.02 in (0.5 mm). Thicker walls are possible to build but may have inaccuracies and deformation due to non-uniform in-process shrinkage. For parts with a high aspect ratio, it’s recommended to increase the wall thickness, or add ribs or fillets to reinforce the part. INSERTS With the Multi Jet Fusion process, it is not possible to build parts around metal inserts. The insert installation takes place as a secondary operation. Heat staking is the preferred method of installation. Design recommendations from the insert manufacturers should be followed for incorporation into the design of bosses and holes where inserts are needed. |
Our experts are readily available to discuss your next 3D project and answer any questions you have regarding additive manufacturing and 3D print technologies. We would love to speak with you to better understand your objectives and requirements. Please submit an RFQ, send an email, or call 617 970-5957 for a free consultation to discuss the best manufacturing technology for your next project.